
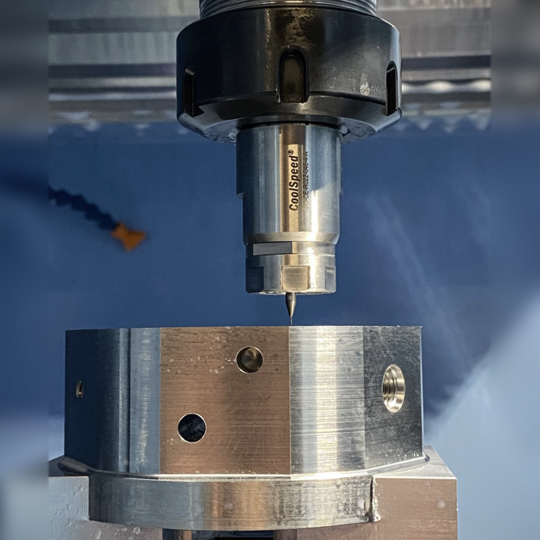
58% faster operation with CoolSpeed® MAX compared to a Machine Spindle
Application: Demo work piece
Machining: pocket milling, slot milling
Total machining time:
- CoolSpeed® MAX: 5:32 minutes
- Machine Spindle: 13:15 minutes
Total time saving: 58%
Machine: Hermle C32
CoolSpeed® MAX: CX-CE-F020-109-FL-SB-A
rpm: 28,000
Driven by: coolant
Coolant Pressure: 55 bar (798 psi)
Size of work piece: 80 mm (depth) x 100 mm (width) x 30 mm (height)
Material: SAE1045
Hardness: 220 HB
Cutting Tool: Gühring RF 100 U 3732 3.000

3 times faster with CoolSpeed® Flex than previous process on 40,000 parts per year
Application: Milling small grooves using a 3 mm ball end mill on a mold part
Machining: Engraving
Time Savings: 3 times faster!
Company: Benmar Fabrication
Machine: Takamaz XW-130
CoolSpeed® Flex: CM-CE-F075-037-FL-A
rpm: 42,000
Driven by: coolant
Coolant Pressure: 16.5 bar
Size of work piece: 50 mm x 50 mm (2” x 2”)
Material: Die Steel

Making detailed stamps (negative form)
Application: Making custom detailed stamps using a 0.4 mm end mill for making precious metal coins and bars
Machining: Finishing
Time Savings: 10x faster than traditional 5K rpm spindle with the ability to use 2x smaller cutting tools than before. CoolSpeed® Flex lowered total machining time from 48 hours to 5 hours.
Total time saving: 43 hours per part
Company: Silverback Precious Metals
Machine: Source Rabbit Micro Mill
CoolSpeed® Flex: CM-CE-F075-037-FL-A
rpm: 60,000
Driven by: coolant
Coolant Pressure: 30 bar
Size of work piece: 2”x2”
Material: AISI 4140 steel, annealed
Hardness: 22 HRC (99 HRB)
High-speed machining stainless steel at 900 inch per minute
Application: Machining complex mold core with 2 mm end mill
Machining: Roughing and Finishing
Machining time: 4.5 hours
Time Savings: Lowered cut time from 12 hours to 4.5 hours on 1.5 million lines of code at a feed rate of 900 ipm (inch per minute) (23.000 mm/min)
Time Savings: 7.5 hours/37,5 %
Company: Fraisa USA
Machine: Hermle C 22 U
CoolSpeed® Flex: CM-CE-F075-037-FL-A
rpm: 70,000
Driven by: coolant
Coolant Pressure: 43 bar
Work piece diameter: 5”
Material: 440C-SS (Stainless Steel)
Hardness: 30 HRC (105 HRB)

Application: finishing operations on highly decorative part using a 1 mm end mill
Machining: Finishing
Time Savings: Total time saved for the job was 350 hours on 200 parts
Total Time Savings: 350 hours for 200 parts
Company: La Forge De Style (USA)
Machine: Haas VF-4SS
CoolSpeed® mini: CM-CE-F025-010-4-A
rpm: 48,000
Driven by: coolant
Coolant Pressure: 20 bar
Work piece diameter: 3”
Material: Nickel Silver
Hardness: 120 HB (45 HRB)
Testimonial: Tom Afflard (La Forge De Style)
„Customer could not have won this job without CoolSpeed® mini. The machine tool is only able to deliver 10,000 rpm on main spindle but with 300 psi of coolant pressure, CoolSpeed® mini runs at 48,000 rpm. Using a 1 mm ball end mill with 4 mm shank dia. and a feed rate of 1.200 mm/min, the cycle time for this job was cut down to 25 minutes. For all the parts, it saved about 350 hours for spindle time.“
Machining Micro Fluid Channels
Application: Using a variety of cutting tool sizes from 1 mm to 0.1 mm and smaller for machining small features on research prototype parts
Machining: Roughing/Finishing/Pocketing/Holes
Time Savings: „The number of hours saved over standard 12k machine spindle would be months of time“ – Jeff Tiedeken
Total Time Savings: “months”
Company: Cutting Time
Machines:
- Matsuura MX330 with ChipBlaster 1000 PSI
- Haas DT1 5 axis with Haas 1000 PSI HP
CoolSpeed® mini: CM-CE-R016-046-4-A
rpm: 60,000-80,000
Driven by: coolant
Coolant Pressure: 35-60 bar
Size of work piece: Varies
Material: Grade 2 Titanium
Hardness: 21 HRC (98 HRB)
Testimonial: Jeff Tiedeken (company “Cutting Time”)
„Currently, we have 3+ machines running CoolSpeed® spindles around the clock! We produce prototype parts specifically for the science community in various materials, a lot of those parts have channels, pockets and holes down to 0.1 mm and sometimes smaller in special cases. It isn't feasible to do small features of that size without relying on spindle speeders. The price and performance allows us to have multiple CoolSpeed® spindles loaded in the tool magazine. We rough with a 1 mm, clean up with a 0.5 mm and finish with 0.3 mm end mills, which speeds up the proccess and reduces the risk of breaking end mills on longer runs. We have one major production job that has been consistent for the last 2 years cutting grade 2 titanium, the number of hours saved over standard 12k machine spindle would be months of time, I can't even imagine doing it any other way than using the CoolSpeed® spindle speeders.”

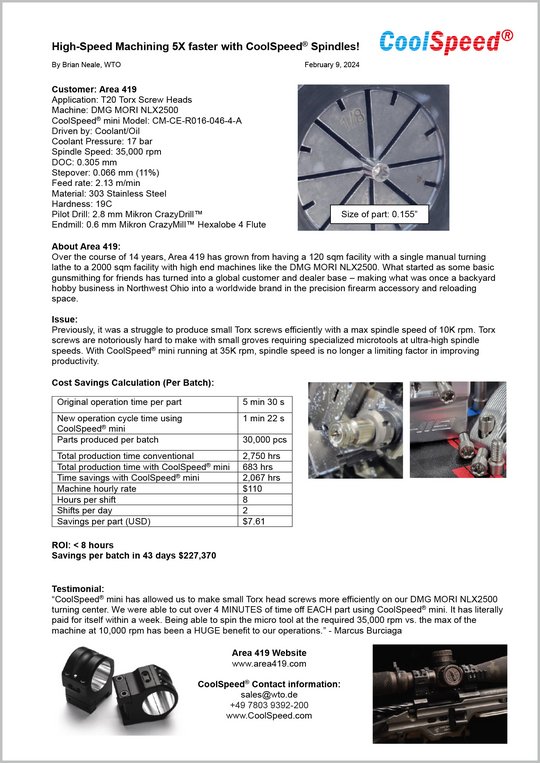
High-Speed Machining of Torx Screw Heads with CoolSpeed® mini
Application: Pilot drilling with a 2.8 mm drill and pocketing with a 0.6 mm (0.0236“) endmill on Torx Screw Heads
Machining: Pocketing
Machining time per part:
- CoolSpeed® mini: 1:22 minutes
- Swiss Type: 5:30 minutes
Total machining time for 30,000 parts:
- CoolSpeed® mini: 683 hours
- Swiss Type: 2,750 hours
Total time Savings: 2,067 hours!
Company: Area 419
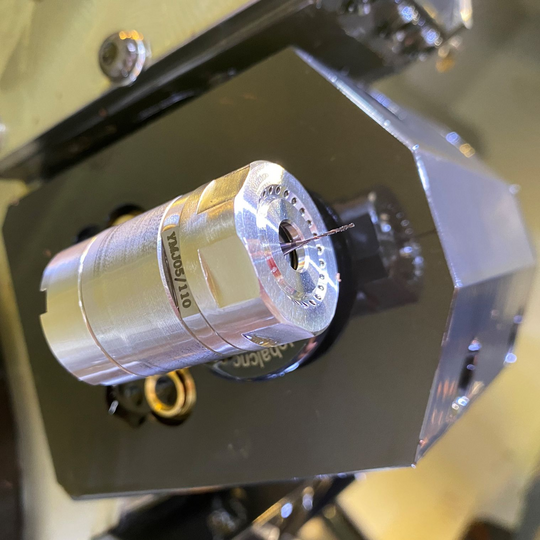
Machine: DMG Mori NLX2500
CoolSpeed® mini: CM-CE-R016-046-4-A
rpm: 35,000
Driven by: coolant
Coolant Pressure: 17 bar
Size of work piece: 0.155”
Material: 303-SS
Hardness: 19 HRC (96 HRB)
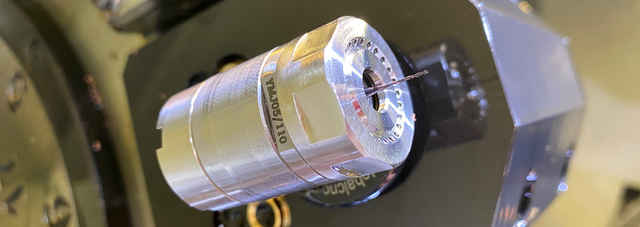
Testimonial: Marcus Burciaga (Area 419)
“CoolSpeed has allowed us to make small Torx head parts which would normally be ran on a Swiss Type machine, on our DMG NLX2500 turning center. We were able to cut over 4 Minutes of machine time off EACH part using CoolSpeed. It has literally paid for itself within a week. Being able to spin the micro tool at the required 35,000 rpm vs. the max of the machine at 10,000 rpm has been a huge benefit to our operations.”
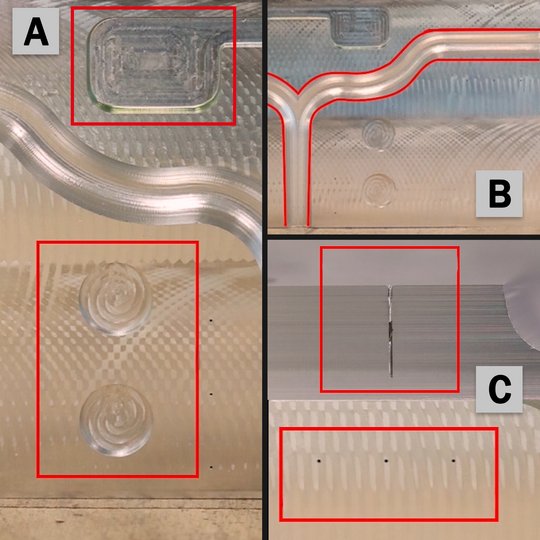
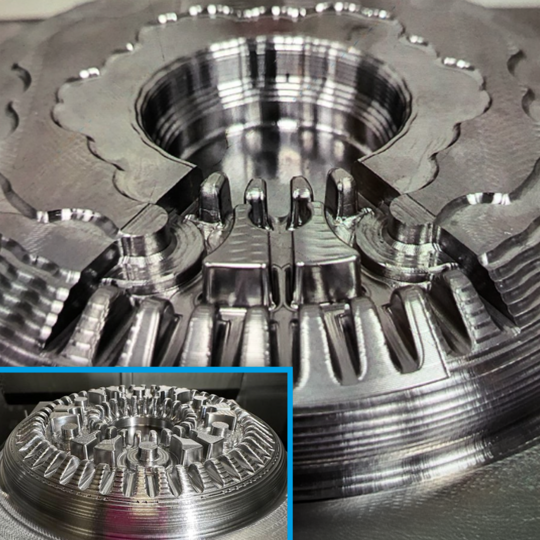
Micro Machining with Cool CoolSpeed® MAX und CoolSpeed® Flex
Application: Demo work piece
Machine: brother S700Xd1 Compact Machining Center
Driven by: coolant
Coolant Pressure: 69 bar (1,000 psi)
Size of workpiece: 127 mm x 127 mm
Material: 6061 Aluminium
A:
CoolSpeed® MAX
Machining: pocket milling
Tool: endmill, 2 mm
rpm: 45,000
Feed: 150 ipm
B:
CoolSpeed® MAX
Machining: circular channels
Tool: Ball nose endmill, 3 mm
rpm: 45,000
Feed: 500 ipm
C:
CoolSpeed® Flex
Machining: drilling
Tool: pilot drill 0,0079”
rpm: 45,000
Feed: 2.5 ipm

87% faster operation with CoolSpeed® mini compared to a Machine Spindle
Application: Demo work piece
Machining: pocket milling, slot milling, drilling and engraving
Total machining time:
- CoolSpeed® mini: 2 minutes
- Machine Spindle: 15:45 minutes
Total time saving: 87%
Machine: Hermle C32
CoolSpeed® mini: CM-CE-F025-010-4-A
rpm: 60,000
Driven by: coolant
Coolant Pressure: 40 bar (580 psi)
Size of work piece: 38 mm x 38 mm x 10 mm
Material: SAE4140
Milling 86% faster with CoolSpeed® than with standard Driven Tool Holders Application: Part for electronics assembly
Maschining: milling
Total machining time:
- CoolSpeed® mini: 2 minutes
- Standard driven tool holders: 15 minutes
86% Faster!
Machine: Citizen Cincom L32
CoolSpeed® mini: CM-CE-R016-046-4-A
rpm: 55,000
Driven by: coolant
Coolant Pressure: 22 bar (319 psi)
Size of work piece: 26 mm x 5 mm
Material: 6061 T6 Aluminium


Engraving letters with CoolSpeed®
Application: Demo work piece for complete part machining
Machining: engraving
Machining time CoolSpeed® mini: 11 seconds
Machine: Okuma LB3000 EXII
CoolSpeed® mini: CM-CE-F016-046-4-A
rpm: 50,000
Driven by: coolant
Coolant Pressure: 16 bar (230 psi)
Outer diameter of work piece: 69 mm
Material: AISI 1018
Hardness: 126 HB (71 HRB)
11 Seconds!
Drilling holes dia. 0.0189“ on a turning center fast and efficient with high-speed Application: High-speed drilling of 12 holes diameter 0.0189“ and depth 0.300“ with a right angle CoolSpeed® mini spindle mounted in a boring bar holder
Machining: drilling
Machining time CoolSpeed® mini: 80 seconds
Machine: Doosan Lynx 2100LSY
CoolSpeed® mini: CM-CI-R016-016-4-A
rpm: 75,000
Driven by: cutting oil
Coolant Pressure: 60 bar (870 psi)
Size of work piece: Approx. 1” diameter x ¾”
Material: Copper
Hardness: 51 HRB
80 Seconds!